Cart
FAQ
Yes, the rolling process lends itself very well to manufacturing lead screws that have larger dimensions on the drive end than the screw diameter. This helps to avoid using weaker two piece designs. The picture below shows several examples of single piece screws.

The the class clean room the lead screw will be used in determines its suitability. It is acceptable to use most lead screw assemblies in a class 1000 clean room with no modifications. When using a PTFE coating, Helix H10X is best to be used in these environments because it passes out-gassing and particule tests.
Helix Linear lead screw assemblies do not have any rolling elements so they are forgiving of many dust and dirty environments. The sliding friction allows operation in tough conditions such as paper handling, wood and metal routers, engravers and food processing equipment.
The ANSI standard for ACME screw threads provides for two classes of fit, "General Purpose (G)" and "Centralizing (C)". The General Purpose fit provides for clearance on the major diameter and minor diameter while the screw and nut contact interface takes place on the thread flanks. The Centralizing fit provides for the same thread flank contact while simultaneously contacting on the major diameters. For applications of purely axial loading, there is little difference between the two. Centralizing fits may be preferred for applications that have loads transverse to the screw axis because the transverse loads are partially supported by the thread major diameters that act as radial bearings.
The efficiency listed in the catalog is based upon a lead screw without a coating. It can be used to calculate the minimum torque required to move in the system.
Torque to move 
The torque required to move the nut in the system will help with motor or drive selection for the application.
For anti-backlash nuts, life is generally defined as the ability for the nut to compensate for wear. On a general-purpose nut, its defined by the amount of wear that can be tolerated before the nut cannot hold the desired load or the clearance that develops is objectionable for the accuracy of the system. Life can be improved by using different nut styles.
No. The self-lubricating polymers that we use are designed to provide adequate lubrication with no external greases. The lead screw and nut assemblies are designed to be maintenance free. If additional lubrication is needed, we offer many types of coatings. The two most popular coatings our customers use are:
- Helix H10X PTFE
- HCC1 - Ceramic Coating
Please consult the factory for more information.
This depends on your system requirements. Information is available for the standard acetal material used to indicate the weight reduction over time at certain temperature and vacuum. We have the manufacturing capability to make the nuts from a wide variety of materials, so it may be possible to use the materials that are known to be acceptable in your application and ensure compatibility. Please consult factory for more details.
Yes, we can machine and mold almost any nut shape that you require from a wide variety of nut materials. We can also 3D print a custom nut shape for quick turnaround requirements. Email your custom nut design to [email protected]
An Acme lead screw uses a threaded screw design with sliding surfaces between the nut and screw.
A Ball screw uses a ball nut which houses one or more circuits of recirculating steel balls which roll between the nut and screw.
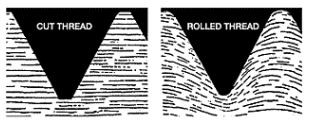
The grain structure of a rolled thread is parallel to the surface of the thread. This process results in a stronger thread in the axial direction.
A Rolled thread is manufactured using a different process than the machined or ground thread. Rolling is a cold forming process, similar to forging, which moves the material to conform to a die. There is zero material removal using the rolling process. The grains of the material flow as the threads are formed. Rolled threads possess an ideal grain structure for axial shear strength which increases the load bearing capacity. Thread rolling "work hardens" the material in the process.
The grain structure of a machined or ground thread is parallel to the axis of the thread. Machined and Ground threads are manufactured using a material removal process. This process results in a weaker thread in the axial direction.
- They Provide the best surface finish of all the thread manufacturing processes
- There is zero material waste, which makes it more cost effective to manufacture
- Continuous thread lengths can be achieved up to 12 feet in length or more if needed
- High precision lead accuracies of .0003" per inch are achievable.
- Very high lead threads can be produced to improve efficiency
Our standard temperature range is 32F to 200F (0 to 90C). For applications where your temperature will be higher and lower than this, other materials are available to meet your requirements including material that can be used in a -450C to +145C temperature range.
The Helix H10X® coating increases nut life 10 times, it reduces friction between the nut and screw from .15 to .09, increases efficiency by 10% to 20%, improves smoothness and can reduce or eliminate noise.
PV is better known as Pressure Velocity. This is a key characteristic in determining the correct material for a lead screw application. The PV of an application is defined by three key characteristics, Applied Force, Area force is applied to, and Linear Velocity. Knowing these three parameters we can calculate the estimated PV of the system, and if we include the duty cycle, we can get a better idea of whether the PV will be a peak number or an average number. We can decrease the PV of the system by increasing the diameter of the leadscrew, or we can change material to a higher PV threshold. If a plastic meets or exceeds it’s PV threshold if will begin to flow and fill voids in the thread form, which will cause the nut to seize.
Although PowerAc™ Acme Screws are manufactured from straight, cylindrical material, internal stresses may cause the material to bend or yield.
When ordering random lengths or cut material without end machining, straightening is recommended. Handling or machining of screws can also cause the material to bend or yield. Before, during and after machining, additional straightening is required. When ordering screws with machined ends from Helix, the
following straightness tolerances can be expected:
Our standard straightness for all precision lead screws up to 4 feet long is .003" per foot. We can hold a tighter tolerance and in some cases up to .001" per foot depending on the diameter and length.
PowerAc Rolled Acme Screws are straight within 0.010 inch/ foot and will not exceed 0.030 inch in any 6-foot section, when shipped from the factory.
PowerAc Ground Acme Screws are straight within 0.001 inch/foot when shipped from the factory. If tighter straightness tolerances are required, contact Helix customer service.
To choose the best lead screw your application, please teh following information to [email protected]:
- The approximate load that the lead screw will move
- The length of travel required for your application
- The desired life of your application - hours, years or inches of travel
- The axial speed at which the load is required to travel
- The diameter of the lead screw your application can accommodate
- The screw material required - alloy or stainless steel
The design load rating of the nut is the axial force applied to the nut during operation. The maximum force consisting of the mass being moved, while considering the effect of acceleration and deceleration, should not be exceeded. The design load rating relates to nut life, anti-backlash, and wear compensation.
Backdriving on lead screw assemblies is the ability of a screw to be turned by a thrust load applied to the nut. Backdriving can occur when the tangent of the thread lead angle is greater than the coefficient of friction. Since this is difficult to measure, a good rule of thumb is that a screw will backdrive when the lead is greater than 1/3 the diameter on a non lubricated screw and greater than 1/4 the diameter on a lubricated screw.
Lead Screws
"Lead screw" is a generic term referring to any threaded drive screw using sliding surfaces to transmit a load.
ACME Screws
"ACME" is a term that refers to a particular thread form. All ACME screws are also lead screws but not all lead screws are ACME screws. The ACME thread standard is accompanied by specific classes such as 2G, 3G, 2C etc. which have slightly different tolerances. ACME thread forms can be easily checked using readily available thread gauges. The ACME thread standard is designed for interchangeability and manufacturability.
Other kinds of Screws
Static screw applications are generally referred to as fastener screws. They utilize inefficient thread forms to prevent the nut from back driving and are not well suited for regular motion.
All of our polymer lead nuts are internally lubricated, so lubrication is not necessary. However, lubrication is recommended to optimize efficiency and life. Lubrication reduces friction and wear between the nut and screw. The type of lubrication and maintenance schedule will depend upon the operating environment. Care should be taken in dirty environments to use a lubrication that will not become contaminated and form an abrasive slurry or thicken. Bronze lead nuts and Ball screws must be lubricated to operate properly and achieve rated life.
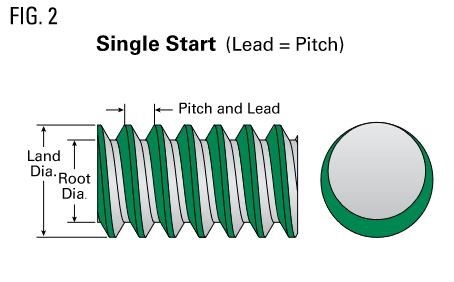
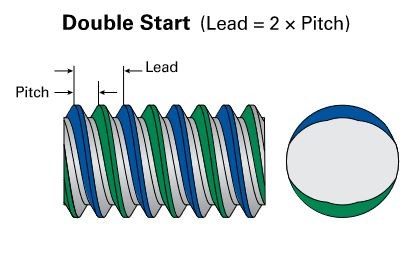
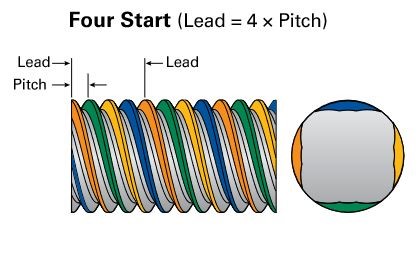
Lead screw performance is largely a factor of axial load and rotational speed (rpm). The relationship between the two is governed by the "Pressure Velocity" or PV curve. Because lead screws operate using sliding surfaces to support the loads, heat is generated by the friction between the nut and the screw. Wear also occurs between these surfaces. The PV curve defines the safe operating limits of load and speed. As load increases, the rotational speed must be reduced to prevent excessive heating and wear from occurring. The reverse is also true. It is possible to turn the screw at high speed while applying a light load or move slowly under a heavier load. It should be noted that the travel per revolution, frequently defined as the 'lead', can be increased to increase the linear speed without increasing the required rpm. This is a good way to increase the life of a lead screw. In order to size a lead screw system it is important to know what torque will be required to drive the load. This can be calculated simply once the efficiency if the lead screw is known. The more travel per revolution, the higher the required torque but the efficiency also increases, up to a point.
You can contact our Application Engineering team for further assistance selecting the appropriate lead screw or ball screw product for your application.
Rolling is preferred over cutting (turning on a lathe) for lead screws. It involves pressing a round bar between a set of dies that roll the threads into it. It results in a harder surface with superior surface finish for lead screws. Rolling is also the most common process for ball screws because it is more economical and sufficiently accurate for most industrial applications. Lead accuracy can be held to better than .003 inch/foot and longer lengths are possible than with ground screws.
If higher accuracy is required, grinding should be considered. The grinding process can hold lead accuracy’s as tight as .0003 inch/foot or better. However, this process is much more expensive and the maximum length of screw is much shorter.
The images below show the difference in grain structure for rolled and ground threads.